ศาสตร์แห่งการเจียรเหล็กแข็ง (SKD11) ถอดรหัส 3 ภัยเงียบ 'หยาบ-ไหม้-บิด' ที่ทำลายชิ้นงานพรีซิชั่น
November 15, 2025
ศาสตร์แห่งการเจียรเหล็กแข็ง (SKD11): ถอดรหัส 3 ภัยเงียบ 'หยาบ-ไหม้-บิด' ที่ทำลายชิ้นงานพรีซิชั่น
โดย: หินเจียรที่คมกริบ นักเขียนที่คมกริบ
ในโลกของงานเจียรพรีซิชั่น โดยเฉพาะการเจียรเหล็กแข็งอย่าง SKD11 หรือเหล็กชุบแข็ง (Hardened Steel) ที่มีค่าความแข็งสูง... ความผิดพลาดเพียงเล็กน้อยในระดับ "ไมครอน" สามารถสร้างความเสียหายให้ชิ้นงานราคาหลายหมื่นหรือหลายแสนบาทได้ในพริบตา
ในฐานะที่ผมคลุกคลีอยู่หน้าแท่นเจียรและศึกษาค้นคว้างานวิจัยด้านการเจียร (Grinding Technology) มาอย่างต่อเนื่อง ผมพบว่าฝันร้ายของช่างเจียรที่เกิดขึ้นซ้ำๆ ไม่ใช่เรื่องของ "ดวง" หรือ "ไสยศาสตร์" แต่มันคือ "วิทยาศาสตร์" ที่ซ่อนอยู่ใต้ผิวเหล็กซึ่งเราสามารถควบคุมได้
วันนี้ เราจะมาผ่าตัด 3 ภัยเงียบที่อันตรายที่สุด: "หยาบ" (Roughness), "ไหม้" (Burning), และ "บิด" (Warping) ครับ
ภัยเงียบที่ 1: "ยิ่งช้า ยิ่งหยาบ" (ปัญหา Material Side Flow)
ช่างหลายคนถูกสอนต่อกันมาด้วยความเชื่อที่ว่า "ยิ่งเจียรช้า (ลดความเร็วโต๊ะ) ผิวจะยิ่งเนียน"ในความเป็นจริง ความเชื่อนี้ "ไม่จริงเสมอไป" ครับ ในงานวิจัยเชิงลึกด้านการเจียร ชี้ชัดว่า การลดความเร็วชิ้นงาน (Workpiece Speed) "ช้าเกินไป" จนถึงจุดหนึ่ง จะทำให้ผิวงาน "หยาบ" ยิ่งกว่าเดิม ปรากฏการณ์นี้เรียกว่า "Material Side Flow" หรือ "เนื้อเหล็กปลิ้น"
คำถามคือ มันเกิดขึ้นได้อย่างไร?
เมื่อเราป้อนงานช้าเกินไป เม็ดหินเจียร (Abrasive Grain) จะเปลี่ยนพฤติกรรมจากการ "ตัดเฉือน" (Cutting) กลายเป็นการ "ขูดไถ" (Ploughing) แทน ลองนึกภาพการไถนาครับ เนื้อเหล็กที่ควรจะถูกตัดขาดเป็นเศษ (Chip) กลับถูก "รีด" หรือ "ไถ" จนปลิ้นออกไปกองอยู่ด้านข้างร่องเจียรแทน ทำให้ผิวงานโดยรวมหยาบและมักเกิดครีบคม (Burrs)
ทางแก้ที่ถูกต้อง
ต้องหาจุดสมดุลครับ งานวิจัยแนะนำว่า "การเพิ่มความเร็วรอบหิน (Grinding Speed) หรือ ลดความลึกในการเจียร (Grinding Depth)" จะช่วยให้การตัดเฉือนคมขึ้น ลดอาการเหล็กปลิ้น และได้ผิวงานที่เนียนกว่าการลดความเร็วโต๊ะจนต่ำสุดครับ
ภัยเงียบที่ 2: "งานไหม้" (ปัญหา White & Black Layer)
นี่คือปัญหาคลาสสิกที่ทุกคนมองเห็นด้วยตาเปล่า... แต่ความเสียหายจริงมันลึกกว่ารอยดำๆ นั่นมากครับ
รอยไหม้ไม่ใช่แค่ "ผิวเปลี่ยนสี" แต่มันคือ "การทำลายโครงสร้างเหล็ก" จากความร้อนสูง (Thermal Damage) ใต้ผิวงานที่ไหม้นั้น จะเกิดชั้นผิวประหลาด 2 ชั้นที่พร้อมจะทำลายชิ้นงานของเรา ได้แก่
1. "ชั้นขาว" (White Layer)
นี่คือผิวชั้นบนสุดที่โดนความร้อนสูงปรี๊ดจนเหมือนถูก "ชุบแข็งซ้ำ" (Re-hardening) อีกรอบ ชั้นนี้จะมีความแข็งสูงกว่าเนื้อเหล็กปกติมาก แต่ข้อเสียร้ายแรงของมันคือมัน "เปราะเหมือนแก้ว" (Extremely Brittle) นี่คือสาเหตุอันดับหนึ่งที่ทำให้แม่พิมพ์หรือชิ้นส่วน SKD11 เกิดการ "บิ่น" หรือ "แตกร้าว" ที่คมตัดเมื่อนำไปใช้งานจริงครับ
2. "ชั้นดำ" (Black Layer)
นี่คือชั้นที่อยู่ลึกลงไปจากชั้นขาว มันโดนความร้อนอบจนเนื้อเหล็ก "คลายตัว" (Tempering) ทำให้ความแข็งของมัน "ลดลงจนนิ่มกว่า" เนื้อเหล็กเดิมๆ ของเราซะอีก
บทสรุปของงานไหม้: ชิ้นงานของคุณกลายเป็นเหมือนแซนด์วิชที่มี "ผิวบนแข็งเปราะ-เนื้อกลางนิ่มย้วย-ฐานล่างแข็งปกติ" ความแข็งแรงไม่สม่ำเสมอแบบนี้ พร้อมที่จะพังได้ทุกเมื่อครับ
ภัยเงียบที่ 3: "งานบิด" (ปัญหา Residual Stress)
นี่คือภัยเงียบที่ร้ายกาจและลึกลับที่สุดในสามโลก... ผมขอย้ำเรื่องที่ปวดใจที่สุดครับ ผมเคยเจียรจิ๊กฟิกซ์เจอร์ (Jig Fixture) ที่ต้องการความเรียบตรงสูงมาก หลังเจียรเสร็จเช็กบนโต๊ะระดับ (Surface Plate) คือแนบสนิท แสงไม่ลอดแม้แต่นิดเดียว แต่พอทิ้งไว้ข้ามคืน หรือส่งถึงมือลูกค้า มันกลับ "โก่งตัว" (Warping) ขึ้นมาดื้อๆ
ตัวการของมันคือ 'ความเค้นตกค้าง' (Residual Stress)
ในงานวิจัยอธิบายว่า ใต้ผิวเหล็กที่ถูกเจียร มันคือ "สนามรบ" ของพลัง 2 ชนิดที่มองไม่เห็น และพลังทั้งสองนี้กำลังต่อสู้กันอยู่ตลอดเวลาครับ
"ตัวร้าย": ความเค้นดึง (Tensile Stress)
เกิดจาก: "ความร้อน" (Thermal Deformation) เป็นหลัก
ทำงานยังไง: ตอนที่หินเจียรเสียดสีกับเหล็ก ผิวงานจะร้อนจัดและขยายตัว แต่พอความร้อนผ่านไป ผิวงานจะเย็นตัวลงอย่างรวดเร็วและพยายาม "หดตัว" ปัญหาก็คือ เนื้อเหล็กชั้นล่างที่มันเย็นกว่า ไม่ยอมให้มันหดตัวได้เต็มที่ ผลลัพธ์คือ ผิวงานชั้นบนสุดจะถูกทิ้งไว้ในสภาวะที่เหมือนมีหนังยางคอย "ดึงรั้ง" เอาไว้ตลอดเวลา
ผลกระทบ: นี่คือศัตรูตัวจริงที่ทำให้ชิ้นงาน "บิดงอ" หรือ "แตกร้าว" ในภายหลังครับ
"พระเอก": ความเค้นอัด (Compressive Stress)
เกิดจาก: "แรงทางกล" (Mechanical Deformation)
ทำงานยังไง: ลองนึกภาพเม็ดหินเจียรครับ มันไม่ได้คมเหมือนมีดโกน แต่มันมีมุมตัดที่เป็นลบ (Negative Rake Angle) เวลาที่มันขูดไปบนผิวงาน มันไม่ได้แค่ "ตัด" แต่ยัง "กด", "ไถ" และ "อัด" (Ploughing) ให้เนื้อเหล็กที่ผิวบนแน่นขึ้น
ผลกระทบ: นี่คือสิ่งที่เราต้องการ! มันเหมือนเราสร้าง "เกราะป้องกัน" ที่มองไม่เห็น คอยบีบอัดผิวงานไว้ ทำให้ชิ้นงาน "เสถียร" และทนทานต่อการบิดงอได้ดีเยี่ยม

ผลตัดสิน: ใครชนะ... งานของคุณก็เป็นแบบนั้น!
สถานะสุดท้ายของชิ้นงานคุณจะขึ้นอยู่กับว่าใครชนะในสนามรบนี้
ถ้า ความร้อน (ตัวร้าย) ชนะ >> ผิวงานจะเกิด ความเค้นดึง >> งานของคุณรอวันที่จะ "บิด"
ถ้า แรงทางกล (พระเอก) ชนะ >> ผิวงานจะเกิด ความเค้นอัด >> งานของคุณจะ "เสถียร"
บทสรุป: สูตรลับสู่ชัยชนะในงานเจียรพรีซิชั่น
เมื่อเรารู้จักศัตรูทั้ง 3 ตัวแล้ว จะเห็นว่า "บ่อเกิดของปัญหา" เกือบทั้งหมดมาจาก "ความร้อนที่ควบคุมไม่ได้" และ "การเลือกเครื่องมือที่ไม่เหมาะสม"
ในฐานะที่ผมใช้เวลาหลายปีในการ 'พัฒนาและทดสอบ' ร่วมกับแบรนด์อย่าง 'Red Phoenix' (ตรานกสีแดง) เพื่อแก้ปัญหาเหล่านี้หน้าแท่นเจียรจริง ผมขอสรุป "เคล็ดลับสู่ชัยชนะ" ไว้ดังนี้ครับ
1. ต้องคุม "ตัวร้าย" (ความร้อน)
พารามิเตอร์ (Parameters): อย่ากินงานลึกเกินไป (Grinding Depth) และอย่าใช้ความเร็วรอบหิน (Grinding Speed) สูงเกินความจำเป็นในรอบสุดท้าย เพราะนี่คือตัวเร่งความร้อนอันดับหนึ่ง
น้ำหล่อเย็น (Coolant): Coolant คือ "หน่วยสนับสนุน" ที่ดีที่สุดของพระเอก มันเข้าไป "ดับไฟ" ตัดกำลังตัวร้ายโดยตรง
2. กุญแจที่ลึกที่สุด: "หินตัน" (Loading)
ปัญหาคือ Coolant จะไร้ประโยชน์ ถ้ามันเข้าไป "ไม่ถึง" จุดตัดครับ!
ปัญหาคลาสสิกของหินเกรดมาตรฐานคือ "หินตัน" (Loading) เร็วมาก เมื่อเศษเหล็ก (Swarf) เข้าไปอุดรูพรุนของหินจนทึบ มันจะเปลี่ยนพฤติกรรมทันที
มันจะหยุด "กัด" (Cutting) และเริ่ม "ถู" (Rubbing)
การ "ถู" สร้างความร้อนมหาศาล (ตัวร้ายชนะ -> งานไหม้)
หน้าหินที่ทึบตันจะกันไม่ให้ Coolant วิ่งเข้าไปทำงานได้ (เหมือนเอาร่มกางกันน้ำ)
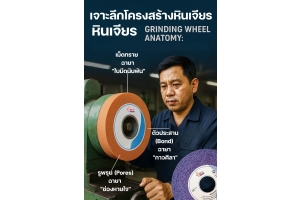
3. เลือก "อาวุธ" ของพระเอก (เลือกหินให้เป็น)
การเลือกหินจึงไม่ใช่แค่เลือก "เบอร์" แต่คือการเลือก "โครงสร้าง" ที่เหมาะสม
Grit Size (เบอร์หิน): งานวิจัยชี้ว่า หินที่ "ละเอียดขึ้น" (เช่น เบอร์ 80) มีแนวโน้มสร้าง "ความเค้นอัด" (พระเอก) ได้ดีกว่าหินหยาบ (เบอร์ 60) เพราะมีจำนวนเม็ดหินที่เข้ามา "อัด" ผิวงานเยอะกว่า
Porosity (โครงสร้างหิน): นี่คือหัวใจที่สำคัญที่สุดครับ! เราต้องเลือกหินที่มี "โครงสร้างโปร่ง" (Open Structure) ที่เหมาะสมกับงานเหล็กแข็ง
หินที่มีโครงสร้างดี (อย่างเกรดที่ผมให้ Red Phoenix พัฒนามา) จะทำหน้าที่ 2 อย่างพร้อมกัน:
คายเศษเหล็กได้ดี (ไม่ตันง่าย) ทำให้หิน "กัด" งานตลอดเวลา ไม่ "ถู" งาน
เปิดทางให้ Coolant วิ่งแทรกซึมเข้าไปหล่อเย็นถึงจุดตัดได้ 100%
การเจียรเหล็กแข็ง ไม่ใช่แค่การ "ตัด" ให้ได้ขนาด แต่มันคือการ "ควบคุม" วิทยาศาสตร์ใต้ผิวเหล็ก เมื่อคุณเข้าใจศัตรู และเลือก "อาวุธ" ที่ถูกต้อง คุณก็จะสามารถจบงานพรีซิชั่นที่ "ไม่หยาบ-ไม่ไหม้-และไม่บิด" ได้อย่างแท้จริงครับ
บทความล่าสุด